Menu


Small and mid-size manufacturing companies are more and more coming to realize that their operative production scheduling can no longer be managed by self-developed “systems” based on Microsoft Excel but that an adequate software tool for efficient time and resource planning is called for. In this context, graphic planning boards have generally proved successful. The features most solutions have in common are visualizing the plan in a Gantt chart, supporting different views such as order view and machine view, and considering the operations’ logical relations. Moreover, common solutions enable managing orders and resources by dialogs and/or offering interfaces to the applied ERP system. There is, however, a vital difference between the solutions, especially from the standpoint of the planner, consisting in whether the planning board is based on manual scheduling or whether it comprises an algorithm for automatizing the production scheduling. Starting from the above mentioned similarities, the significant differences between manual and automatic scheduling within graphical planning boards is discussed below.
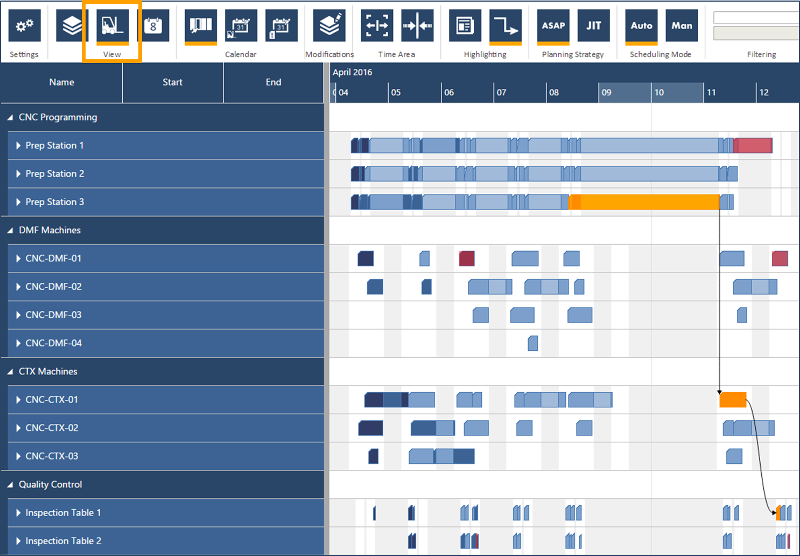
In the manual mode, all orders have the same priority. An although they are all “competing" for the same resources, plan modifications never have any direct impact on any other order or their operations. This means that, no matter whether the planner moves an operation or changes resource capacities, the other operations of potentially impacted production orders will never be moved (automatically). What will be visualized are the plan’s intrinsic conflicts, such as delayed delivery dates or - in particular - exceeding the defined resource capacities. The planner’s sole task in the manual mode consists in actively solving existing conflicts by drag & drop or by increasing the scarce capacities.
This shows that at any time the planner has the full authority of deciding about the timing of his operations and about their allocation to resources. As a result, production scheduling planning boards with manual mode are completely intuitive. Solving conflicts manually, can, however, be tricky and time-consuming. This is even more true, when it comes to a constantly increasing number of operations and resources to be scheduled, if multilevel production orders are to be handled and the plan is dynamic so that modifications have to be carried out on a permanent basis.
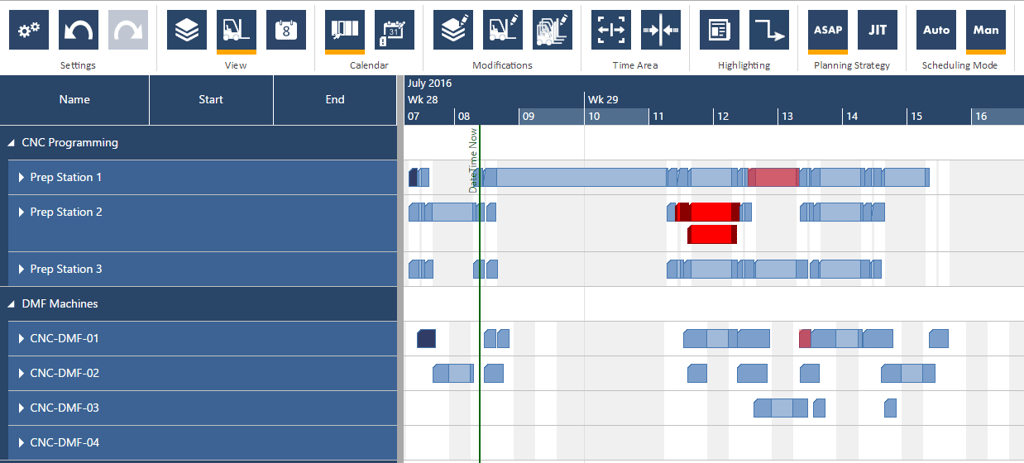
When applying an automatic scheduling, each order has an explicit priority. This priority and the available capacities are the basis for an automatically calculated allocation plan. So the operations’ timing and their resource allocation are done by the production scheduling engine. Other than the manual mode, the automatic scheduling “avoids” resource conflicts. So the planner’s task is to decide whether to forward or “accelerate” delayed orders. This is done by increasing the order's priority or by increasing the capacity of bottleneck resources. According to the scheduling methodology, changing an order’s priority will directly affect the operations of lower priority orders.
In other words, each time the planner changes the plan, the scheduling algorithm will be triggered. This also means that, other than in the manual mode, conflicts can’t be solved by drag & drop (since this is done automatically by the scheduling engine). On the contrary, by moving operations, the planner actively sets secondary conditions. If, e.g., an operation will be postponed because one has to wait for a certain material delivery date, the automatic mode recognizes this as “Operation must not start before”. All in all, one could say that in an automatic plan there is no more permanent “puzzling around” since an efficient plan is created automatically. This bears many advantages when it comes to scheduling great numbers of operations and resources. However, getting accustomed to the automatism and its impacts will take a bit of time.
When designing just plan it, we often discussed which mode would be “best” for the planner. And, of course, at the beginning some of us argued pro manual and others pro automatic scheduling. But in the end we all agreed that the answer was not to be “either or” but “both and”. To us, it seems ideal to join the advantages of both concepts in a hybrid mode so that the planner will be able to monitor the “important” orders manually and to use the scheduling engine to automatically plan the remaining order backlog in an efficient way.

just plan it is a production scheduling software plus scheduling tools & best practices to help high-mix low-volume make-to-order manufacturers gain transparency and control over their shop operations. The software plus its methodology is used by thousands of people around the globe. They consistently achieve improved on-time deliveries, shorter lead times, and better utilization of their resources.
As just plan it is not just software, but a lot of processes and best practices, we recommend that you start with an exploratory meeting. If we agree that there is a fit between your requirements and our approach, we'll build a prototype for you.
Hence, it all starts with a meeting. Book that meeting now.
Comments (2)