Menu



In order to constantly improve operations and to do justice to a constant thrive for perfection in production processes, lean manufacturing techniques are used in countless production plants worldwide. As with most manufacturing philosophies, lean principles generally aim to aid low-mix high-volume (LMHV) manufacturers.
However, at the other end of the spectrum, there are high-mix low-volume (HMLV) manufacturers that differ significantly in numerous criteria, such as product variety, production volume, equipment, scheduling tools etc. Being aware of this significant diversity, one might question the applicability of lean principles for small manufacturers like job shops. This blog post presents the lean principles and investigates their relevance for HMLV manufacturers.
.jpg?width=398&name=Lean_Fotolia_172785879_S%20(2).jpg) The lean principles were originally developed by Toyota in order to increase the efficiency of its production processes. By now, the methodology is the fundament of numerous manufacturers in various industries. At its core, the goal of lean manufacturing is continuous improvement through the elimination of waste. Contextually, waste is any component of a production that is non-value adding.
The lean principles were originally developed by Toyota in order to increase the efficiency of its production processes. By now, the methodology is the fundament of numerous manufacturers in various industries. At its core, the goal of lean manufacturing is continuous improvement through the elimination of waste. Contextually, waste is any component of a production that is non-value adding.

This should sound reasonable, yet quite theoretical; Hence, these are some (certainly not all) forms of waste commonly associated with lean:
At this point, it is essential to realize that the elimination of any kind of waste will bring just a tiny improvement per unit. Though, this little positive contribution can have a considerable effect on the overall production when masses of products are produced in a high-volume repetitive manufacturing process.
Now, one might question the feasibility of these principles dealing with waste and value. Admittedly, lean production comprises several specific tools that can be implemented but, for the sake of understanding the core philosophy, are not necessarily essential to elaborate on individually.
However, in order to implement the lean methodology, five principles commonly serve as an aid:
Let’s come back the origin of lean principles - Toyota, an automobile manufacturer. As a low-mix high-volume (LMHV) manufacturer its assembly line most likely has the same (or a similar) setup for a long time and changeovers are rare. Therefore it is quite obvious that lean manufacturing tools, consequently the five steps previously explained, can be applied productively and on a regular basis which underlines the possibility of achieving a state of perfection.
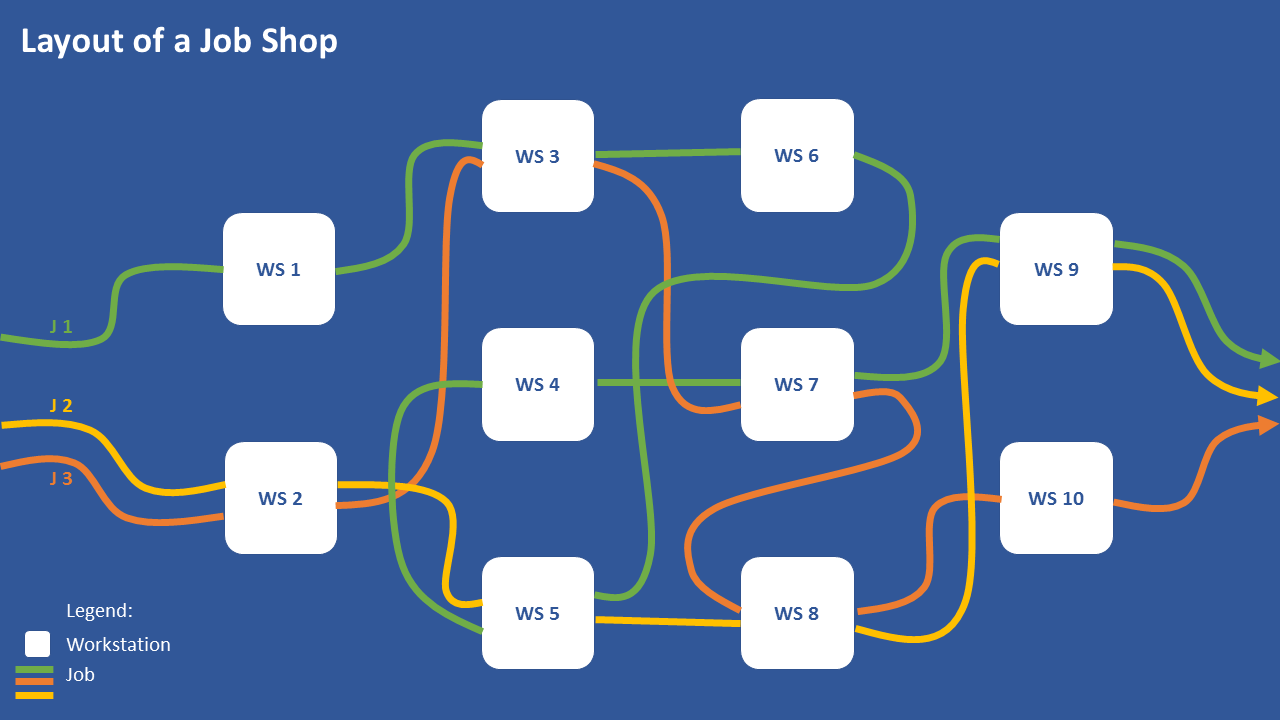
Opposed to LMHV manufacturers, high-mix low-volume (HMLV) manufacturing refers to a large variety of products in small quantities. This results in constantly changing routings, quick and frequent changeovers as well as a lack of consistency. One manufacturing system which is characterized by HMLV is a job shop. In contrast to an LMHV manufacturer, a job shop faces an extreme degree of uncertainty, a volatile environment, highly fluctuating demand and a great variability in delivery dates.
As an HMLV manufacturer, one might wonder (in order to improve one’s manufacturing process) whether applying lean production is beneficial. After all, an HMLV manufacturing process differs substantially from an LMHV manufacturing process, which lean principles were initially developed for.
Hands on the table, what works for large car manufacturers inevitably reaches significant limitations when applied to HMLV manufacturers.
Imagine a complex job shop setup with constantly changing job routings. Can the five-step-approach, used to implement lean principles, be applied repeatedly to achieve a state of perfection? Certainly not.

Clearly, most of the lean principles are not applicable to a job shop environment at all. However, implementing the remaining fraction of lean principles that are useful can actually trigger benefits for HMLV manufacturers. Dr. Shahrukh Irani generally sees a benefit in the implementation of lean, even for most HMLV manufacturers. He believes: “While it is imperative that HMLV manufacturers embrace lean as a philosophy, maybe they should not do it by following only what is best for an automobile manufacturer.”
But how can a job shop manufacturer properly use lean ideas?
Primarily, the “waste” principle is applicable to some extent: identifying and eliminating any form of waste along the production process increases value and cuts costs. This should be, as it is for LMHV manufacturers, a starting point. In an HMLV context, a common waste is information waste. Job shops often have a lot of information accompanying the production of several products. If this accumulated information is not accurate, timely and ordered appropriately, then it can be disrupting and time-consuming.
As an example, information waste can be improved by introducing visual displays that show how processes are best performed or that label and organize tools within the factory. Further, rework or excessive inventory of raw materials are examples of waste in a job shop. Clearly, administrative waste can also appear in job shops including the way an order is placed or a job is scheduled. Good communication is extremely important in job shops with a high variation environment. This includes proper communication with the customer as well as communication with employees. Clear signs and instructions enhance the workflow and prevent costly errors that could again lead to above mentioned “rework waste”.
In traditional lean, machines are grouped so that different production lines do not use the same resources. As job shops do not produce large numbers of a certain product (low volume) and the job routings are different for each product, creating separated fixed groups or a VSM (value stream map) is pointless. However, this approach can be adjusted. The key here is to move from a product-based view to a process-based view. Comparing the different production processes in a job shop, one can probably identify some main streams of workflow. Classifying and arranging the workstations accordingly minimizes the movement between operations, reduces manufacturing time, and consequently increases capacity; without adding costly resources, more can be produced.
Consequently, it is apparent that most lean principles are simply useless in HMLV manufacturing processes as the environment differs significantly from LMHV manufacturing processes. However, some components of the methodology can be used after being adjusted accordingly. Introducing some lean principles can then improve the overall production of a job shop. But for all that, before doing so there is another major starting point that has to be concluded and that will constitute the basis for all improvement of HMLV production: transparency of the shop floor.
If an ordinary job shop manufacturer was asked to describe his production status in one word, his answer would presumably be: “Chaos”. The extent of inconsistency and uncertainty, a job shop manufacturer faces, might be hard to imagine for an LMHV manufacturer. The overall approach between both is different at its core. LMHV facilities follow complex schedules, pursue a throughput maximizing strategy, and apply several concepts such as lean or TOC (theory of constraints) principles. HMLV facilities such as job shops tackle several jobs at a time, cannot properly predict even the very near future, and have great trouble gaining an overview of the current production status.
Does this mean that job shop manufacturers are completely at the mercy of these circumstances? Fortunately not. What HMLV facilities lack most is transparency. Caused by the ever-changing environment, it is extremely difficult to gain an overview of the production process and to know what exactly is going on within one’s facility. This is why the very first step (in order to achieve any kind of improvement) should always be the implementation of any tools that provide clarity.
Certainly, it is almost impossible to create transparency in the long-term as the volatile environment in a job shop is inevitably a challenge to face. However, this challenge can be partly tackled by becoming proactive in the short-term. Only then, it is possible to prevent further challenges, improve certain workflows or reschedule jobs suitably. Once this is achieved, the manufacturer can try to implement principles like lean; of course, it is possible to improve a manufacturing process, to reduce waste and to strive for some degree of optimization even in an HMLV environment. Nevertheless, it might be a more challenging task to do as job shops face mainly unstable circumstances and admittedly, the effect might not be as large as for LMHV manufacturers. In principle, it is essential to fight the chaos in a job shop by introducing some kind of transparency or short-term clarity. Only after, a job shop manufacturer in an HMLV environment has the opportunity to make changes to improve one’s production processes and can surely use some lean principles as an aid.
Automatic Finite Scheduling is the key to success for job shops
How to squeeze in urgent jobs in an HMLV production schedule
Job shop's challenge between on-time delivery, outsourcing & profit

just plan it is a production scheduling software plus scheduling tools & best practices to help high-mix low-volume make-to-order manufacturers gain transparency and control over their shop operations. The software plus its methodology is used by thousands of people around the globe. They consistently achieve improved on-time deliveries, shorter lead times, and better utilization of their resources.
As just plan it is not just software, but a lot of processes and best practices, we recommend that you start with an exploratory meeting. If we agree that there is a fit between your requirements and our approach, we'll build a prototype for you.
Hence, it all starts with a meeting. Book that meeting now.



Comments (2)