Menu


The Theory of Constraints (TOC) is a very popular methodology generally helping manufacturing companies to improve their operations, and increasing their output. However, we all know that manufacturing does not per se equal manufacturing. Especially job shops and machine shops have some specific charateristics (e.g. small batch sizes, unstable demand, make-to-order) that let the question arise if and how this general methodology can get applied to this specific kind of manufacturing. Hence, this blog first introduces the TOC and then assesses its applicability for job shops.
The ultimate goal of a manufacturing company is simply to make a profit. All other objectives arising are just components that lead to the ultimate goal eventually. Any complex production process, including job shop manufacturing, consists of several activities that are linked and that depend on each other. According to the Theory of Constraints, a management philosophy developed by Eliyahu M. Goldratt, to effectively contribute to the ultimate goal you have to maximise the throughput. But how can we actually check on the efficiency of the whole production line in regard of throughput?
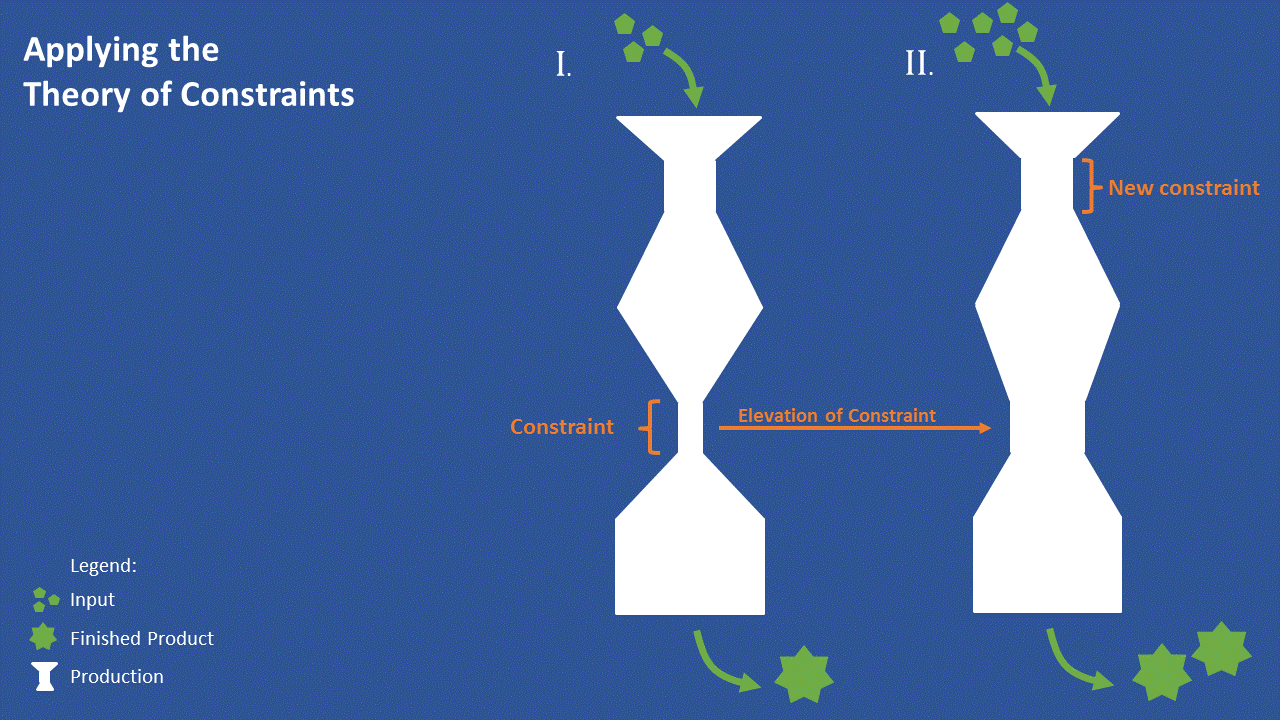
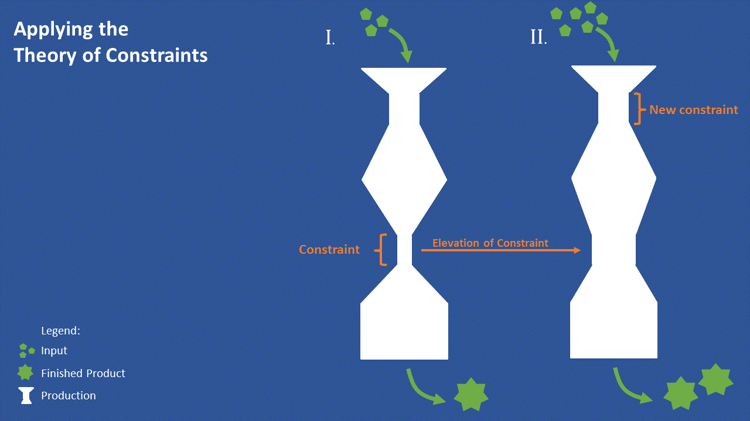
The TOC offers one quick and simple solution: Looking at the weakest link in the chain, which exceptionally affects the performance of the whole production line. In short, the production is only as effective as its weakest link is. Therefore, it is essential to identify the limiting factor, the so-called constraint or bottleneck. Once the bottleneck is revealed it can be changed, developed or replaced, which will simultaneously increase overall throughput. This should be the top priority when seeking rapid improvement. As aforementioned, eliminating a constraint along the assembly line will automatically result in an improvement for the whole production chain.
Accordingly, activating a factor that is not a constraint to its maximum does not result in additional profit and is rather an ineffective act that increases costs. Pretend you let every link in the production chain work at their highest capacity level, 100%. Is this the key to maximize the overall performance of the whole production? According to the TOC, this will simply tie up inventory instead of actually maximizing profit. Layoffs, that are caused by one machine working faster than other parts in the production chain, have no effect in terms of increasing throughput. Accumulated inventory binds cash and material that could be used more efficiently elsewhere. Plus, obsolescence costs and storage costs further reduce profits. Does this mean that letting some factors of a production run below its maximum capacity is actually favourable? Yes! As the TOC suggests, it is essential to focus on the whole production chain. Therefore, idle capacities or unused resources in some work stations can just be the logical conclusion at a time.
Assume the TOC has been applied and a bottleneck has been successfully removed. What to do next? Can we lay back now and enjoy the recently gained upgrade? No, after defeating one constraint, there will most likely be another factor limiting the performance of the production. Again, the whole system needs to be reviewed and another constraint that needs enhancement will presumably pop-up. This cycle can be repeated endlessly and is the fundament of ongoing improvement.
The TOC is a scientific approach to improvement in manufacturing processes. Does this actually help a manufacturer in the real world? The principles of TOC are relatively clear, yet it might seem overwhelming to translate them into practice within one’s own manufacturing organization. The challenge is not understanding the commonly known principles but to check how and in what way your manufacturing environment fits to the TOC. So does it make sense to use the ideas in a job shop environment?
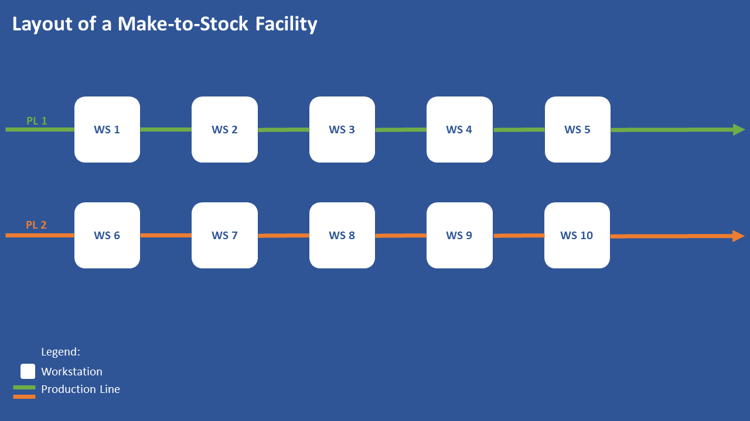
Eliyahu M. Goldratt developed the TOC with special regard to Make-to-Stock manufacturers (hereinafter called MTS); briefly, a production that is based on sales forecast and where batch sizes normally aren´t related to customer orders . This allows manufacturers to spread the production evenly over a certain time period trying to make room for an efficient manufacturing process.
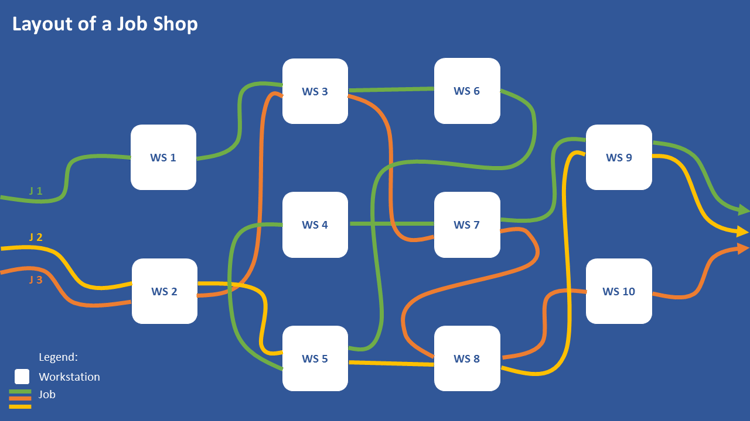
Contrary, a Make-to-Order (MTO) manufacturer normally does not face the question of what batch size to choose. While there is a weak link between production and actual sales in MTS manufacturing, the so-called job shops plan their production almost exclusively according to an actual customer order. Typically, these orders are unique and require a different chain of production each time. This gives job shops some elementary features which distinguish them from regular MTS production. In a job shop, there are very small batches of a customized product which requires a unique setup for every new order. Consequently, no type of standardization is existent, a routine is rare and job shops face complex make-buy-assemble operations.
Regularly, workers in a job shop must learn new procedures, the machine set up must be changed and work orders are constantly altered. Even though there might be some work in progress inventory, raw material inventory or finished goods inventory do not play such an extent role in job shops. Further, it can be burdensome to measure the capacity as it depends on the complexity of a job, the number and condition of available machines, the quality and quantity of labour, the mix of jobs already scheduled, and the general ability to schedule well. Job shops do not necessarily compete with economies of scale; thus, they have to focus on other factors: quality, customization and on time delivery. In a nutshell, job shops are characterized by a highly unforeseeable environment which requires to be extremely flexible and to react quickly to the volatile surroundings.
It is apparent that job shop scheduling can be very complex and demanding, as sudden changes can occur regularly. If the coordination of a job shop is already remarkably challenging, how can a scheduler simultaneously improve the flow in a job shop? It is possible, however, there is a slightly different approach compared to regular MTS production manufacturing. As a job shop scheduler, one is not looking at a fixed chain of production that is made to produce large batches of the same product. In fact, one has to consider all machines, labour, and capacities available to form unique chains of production for each order. One component that directly influenced another in the production of one order might not even be relevant in another. Therefore, a work station or a resource that is a bottleneck today might not interfere with the production tomorrow. Still, the TOC can be helpful for the improvement of job shop manufacturing processes.
Certainly, the concern about obsolescence costs and storage costs does not play an essential role anymore. Furthermore, accepting idle capacities is not a major assumption to make in job shops as it is just normal not to use every machine or production capacity for every product. Still, bottlenecks exist. But it might affect the production of distinctive products to a different extent; one day a bottleneck can be a serious constraint while on another day it barely affects the production. Nevertheless, the concept of identifying and correcting the weakest link remains useful in order to improve the overall production in a job shop. As opposed to regular MTS manufacturing, the bottleneck needs to be tackled immediately. Again, the volatile environment demands a quick reaction to a new order. A bottleneck is the factor in the production that is responsible for the speed of production. Since it is of major importance to deliver on time, job shop scheduler constantly need to determine the section that, once improved, could speed up the whole production of the customized product ordered.
There are several aspects that question the benefit of implementing the TOC in job shops.
Still, applying the TOC to job-shop scheduling yields many advantages. Using TOC, improvement can be achieved very quickly. Further, the theory is very applicable in the short-run which is beneficial especially for job shops facing a high degree of uncertainty. Users of TOC take into account the whole production process and regard it as a chain of factors that influence each other and that depend on each other. Even though the production process is highly unstable, it is essential to get an insight into the production line keeping the overall goal, maximising throughput and on time delivery, in mind.
Want to apply the TOC to your job shop scheduling? Book a free 60 minutes meeting with one of our scheduling specialists to get going. Don't lose time!

just plan it is a production scheduling software plus scheduling tools & best practices to help high-mix low-volume make-to-order manufacturers gain transparency and control over their shop operations. The software plus its methodology is used by thousands of people around the globe. They consistently achieve improved on-time deliveries, shorter lead times, and better utilization of their resources.
As just plan it is not just software, but a lot of processes and best practices, we recommend that you start with an exploratory meeting. If we agree that there is a fit between your requirements and our approach, we'll build a prototype for you.
Hence, it all starts with a meeting. Book that meeting now.



Comments (1)