Menu


The theory of constraints (TOC) by Eliyahu Goldratt is a management philosophy that focuses on identifying and addressing the most limiting factor (constraint) in a system to improve overall efficiency and productivity. It emphasizes optimizing the entire workflow by systematically managing and alleviating constraints rather than sub-optimizing individual components.
Bottlenecks are such limiting factors in the system. They increase throughput time and therefore reduce productivity. Identifying bottlenecks in a high-mix low-volume production environment can be quite challenging due to the dynamic and agile nature of the production process. In this article, I will delve into the process of identifying bottlenecks and implementing effective strategies to overcome them.
Experience has shown that – with good reason! – throughput and/or on-time delivery are the core scheduling goals of job shops or any high-mix low-volume manufacturing companies in over 95% of cases. Accordingly, it makes sense to keep the throughput time of the jobs as short as possible in the context of target improvement. To achieve this, what determines the throughput time must first be recognized. In other words, the bottleneck or the bottlenecks in the current situation must be identified.
Before I explain how bottlenecks can be identified, it makes sense to first clarify what exactly is meant by a bottleneck:
“A bottleneck is any production unit whose capacity is equal to or less than the demand at a given point in time.”
As you can see, it is all about supply and demand. If the demand for capacity at a certain time is higher than the given supply of demanded capacity at that time, then a bottleneck occurs. In many essays on the subject, the temporal aspect is neglected. In my opinion, this is fatal in the HMLV case. Precisely because both the supply (finite capacities) and the demand (order backlog) at HMLV manufacturers fluctuate greatly, bottlenecks have the unpleasant habit of jumping from one area to another over time.
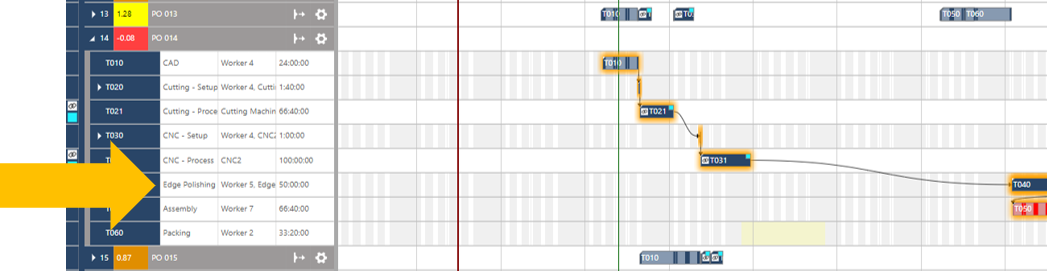
Now let's get back to the practical side of things: How can you determine if your company has bottlenecks and pinpoint their exact locations? Just like with Automatic Finite Scheduling (AFS), the schedule can be visualized through Gantt chart views, making identification a breeze. By delving deeper into the data using two separate views, you can gain a comprehensive understanding of the schedule's situation:
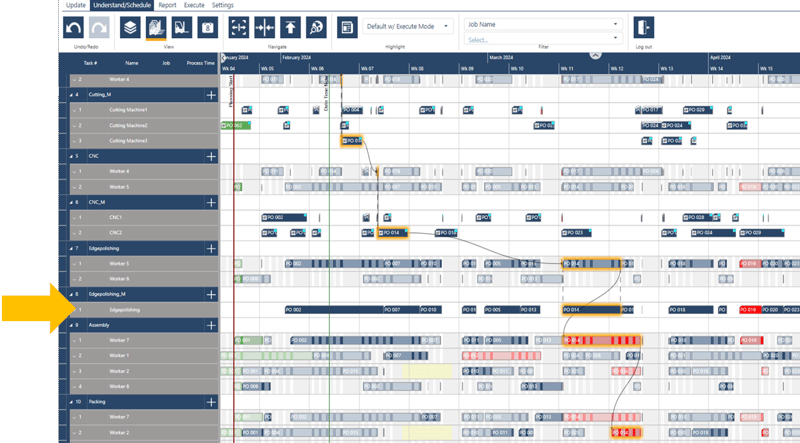
This resource group view reveals a clear lining up of operations on the Edge Polishing machine, which will result in a delay for PO 14.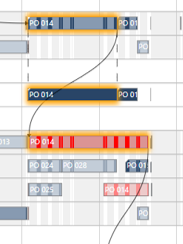
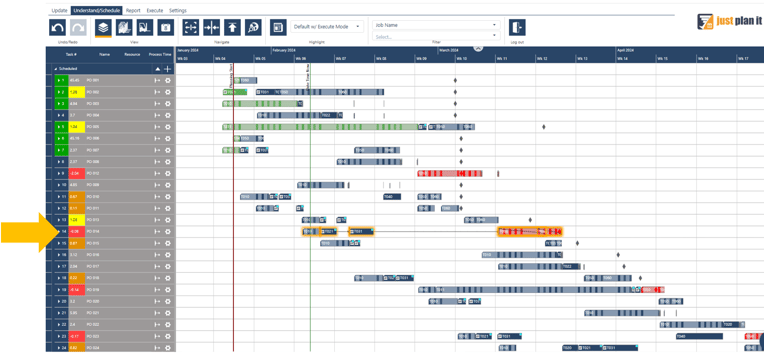
As you can see here in the jobs view, it becomes apparent that there is a significant time gap between two operations in PO 14. Upon further scrutiny of the routings for PO 14, it becomes evident that the Edge Polishing operation does not immediately follow the CNC operation but instead has a substantial time interval between them. This observation serves as a clue that the Edge Polishing resource is operating at maximum capacity.
If corresponding candidates have been sighted in the schedule, then it is worth taking a second, more detailed look before actions are taken prematurely. In my view, the phenomenon of "damming up" of operations should not be equated per se with an emergency. First of all, this stands for high utilization of the corresponding resource (which some SMBs even strive for as an overall goal). It is, therefore, necessary to determine whether and what effects damming has. If the waiting times within a stage "before a resource" become too long, then this is generally reflected in delays or (if the due date is determined residually) in long throughput times (= high WIP). Some AFS also visualize waiting times, such as with a specific color scheme and the associated link from the predecessor to the waiting operation. Such functionality is very useful and helps immensely in spotting bottlenecks.
A bottleneck identified in this way should then in the sense of the TOC be used to align targeted measures as follows.
Increasing the utilization of the bottleneck
Increasing the bottleneck capacity
According to the TOC, it is of course necessary to check after each measure taken to overcome a bottleneck whether it still exists or whether another area has become a bottleneck. In the latter case, analogous measures must then be initiated, and so on.
The measures explained above all relate to tackling and trying to overcome a bottleneck. As already said, that also makes 100% sense with HMLV scheduling. However, one should not be under the misconception that bottlenecks can always be eliminated. It is then much more important to keep the given bottlenecks small, to use the corresponding capacity in a particularly responsible manner, and to align one's actions accordingly with the bottleneck. What does that mean in detail? Let´s take the example that there is one particular bottleneck work center:

For over two decades, Elmar Karlowitsch has dedicated his passion and expertise to assisting job shop owners in achieving greater efficiency and profitability. He is widely recognized as the author of a highly regarded production scheduling guide on the topic of Automatic Finite Scheduling.
User roles, hierarchies, and responsibilities in job shop scheduling
3 red flags when Excel is no longer a good fit for production scheduling
Effective scheduling in an HMLV production environment-the jpi concept
just plan it is a production scheduling software plus scheduling tools & best practices to help high-mix low-volume make-to-order manufacturers gain transparency and control over their shop operations. The software plus its methodology is used by thousands of people around the globe. They consistently achieve improved on-time deliveries, shorter lead times, and better utilization of their resources.
As just plan it is not just software, but a lot of processes and best practices, we recommend that you start with an exploratory meeting. If we agree that there is a fit between your requirements and our approach, we'll build a prototype for you.
Hence, it all starts with a meeting. Book that meeting now.




No Comments Yet
Let us know what you think